
Looking for tools to check bearing clearances.

Thread Starter
Registered User
Joined: Sep 2003
Posts: 1,726
From: Charlotte, NC
Looking for tools to check bearing clearances.
Checked harbor freight tools today and they only had micrometers that measured down to .001". Where can I find some outside micrometers that measure down to .0001" and inside spring-loaded mics? I need to check my bearing clearances down to the ten-thoudandths.
Thanks in advance.
Sent from my HTC PH39100 using Tapatalk 2
Thanks in advance.
Sent from my HTC PH39100 using Tapatalk 2
Registered User
Joined: Sep 2001
Posts: 4,152
From: Woodstown, NJ
Re: Looking for tools to check bearing clearances.
Checked harbor freight tools today and they only had micrometers that measured down to .001". Where can I find some outside micrometers that measure down to .0001" and inside spring-loaded mics? I need to check my bearing clearances down to the ten-thoudandths.
Thanks in advance.
Sent from my HTC PH39100 using Tapatalk 2
Thanks in advance.
Sent from my HTC PH39100 using Tapatalk 2
You can get the tools you need at Summit, Jegs, etc.
Thread Starter
Registered User
Joined: Sep 2003
Posts: 1,726
From: Charlotte, NC
Re: Looking for tools to check bearing clearances.
I'm assuming this (Powerhouse Products POW201033 - Powerhouse Products Hand & Other Tools - Overview - SummitRacing.com) is the piece I need to measure the inside clearances, although it does not say if it is spring loaded and this (Powerhouse Products POW151003 - Powerhouse Products Outside Micrometer Sets - Overview - SummitRacing.com) is what I need to check journals.
Its hard to tell what each tool does just by looking at a single picture with no real description.

Registered User
Joined: Jul 2003
Posts: 553
From: Southern California
Re: Looking for tools to check bearing clearances.
I'm assuming this (Powerhouse Products POW201033 - Powerhouse Products Hand & Other Tools - Overview - SummitRacing.com) is the piece I need to measure the inside clearances, although it does not say if it is spring loaded and this (Powerhouse Products POW151003 - Powerhouse Products Outside Micrometer Sets - Overview - SummitRacing.com) is what I need to check journals.
Its hard to tell what each tool does just by looking at a single picture with no real description.
Its hard to tell what each tool does just by looking at a single picture with no real description.
I have a $40 Brown and Sharp mic and a $100 bore gauge set and after that, it's all technique and feel. Be aware, the "technique" and "feel" part of it took me a couple of years to become comfortable with.
Asking this question on the open forum will bring you a flood of good and bad suggestions. Choose someone who sounds as if they've done it before and follow their protocol. The very best person would be some grizzled old fart who's retired or about to retire from a GOOD local machine shop or a retired high school machine shop teacher. The machinist will have done a million of them and you can get eyeball-to-eyeball with him. The retired teacher will be the very best at helping you develop the "technique" and "feel" and they love the fact that someone values their expertise.
Good luck,
Chuck Norton (retired high school principal)
Thread Starter
Registered User
Joined: Sep 2003
Posts: 1,726
From: Charlotte, NC
Re: Looking for tools to check bearing clearances.
Kurt, if you want to do this right, get a bore gauge set and a good micrometer. I can walk you through it if you wish but, believe me, it's more accurate than a snap gauge and it sounds as if you're interested in precision.
I have a $40 Brown and Sharp mic and a $100 bore gauge set and after that, it's all technique and feel. Be aware, the "technique" and "feel" part of it took me a couple of years to become comfortable with.
Asking this question on the open forum will bring you a flood of good and bad suggestions. Choose someone who sounds as if they've done it before and follow their protocol. The very best person would be some grizzled old fart who's retired or about to retire from a GOOD local machine shop or a retired high school machine shop teacher. The machinist will have done a million of them and you can get eyeball-to-eyeball with him. The retired teacher will be the very best at helping you develop the "technique" and "feel" and they love the fact that someone values their expertise.
Good luck,
Chuck Norton (retired high school principal)
I have a $40 Brown and Sharp mic and a $100 bore gauge set and after that, it's all technique and feel. Be aware, the "technique" and "feel" part of it took me a couple of years to become comfortable with.
Asking this question on the open forum will bring you a flood of good and bad suggestions. Choose someone who sounds as if they've done it before and follow their protocol. The very best person would be some grizzled old fart who's retired or about to retire from a GOOD local machine shop or a retired high school machine shop teacher. The machinist will have done a million of them and you can get eyeball-to-eyeball with him. The retired teacher will be the very best at helping you develop the "technique" and "feel" and they love the fact that someone values their expertise.
Good luck,
Chuck Norton (retired high school principal)
Last edited by Kurt Crosbie; May 23, 2012 at 09:33 PM.
Registered User
Joined: Jul 2003
Posts: 553
From: Southern California
Re: Looking for tools to check bearing clearances.
Kurt,
All the tools are widely available. With regard to bore gauges, compare a recognized high-end professional shop unit such as Starrett or Sunnen <http://www.sunnen.com/ProductDetails.aspx?ProductID=23&NavID=666> with a less exotic but serviceable unit such as those found at <www.summitracing.com>. Pick one that matches your budget and your needs and start practicing. The unit I bought years ago is similar to Summit #POW-POW351075 except that mine has a Fowler analog dial indicator with .001" marks. The dial indicator is the heart of the system and if you find that it produces inconsistent readings, it's a simple matter to find a better indicator without replacing the rest of the tool.
With precision measuring tools, you pretty much get what you pay for. I have a couple of Starrett analog dial indicators as well as a Mitutoyo digital indicator and the Fowler analog. For measuring bearing clearances using them in a bore gauge, it's fairly difficult to find a significant difference among them. I've switched from one to the other and back again trying to find a difference but it's really usually a matter of patience and feel. The Mitutoyo digital reads out in .0001" but I have been blessed with numerical dyslexia since birth and the extra digit really messes up my brain. I have gotten along fine with marked accuracy to .001" and evaluating the space between marks as a fraction of .001". We all have to draw the line somewhere.
For micrometers, again I look for a decent name brand but I don't spend thousands of dollars. Google Starrett or Mitutoyo and you'll find a wide range of mics. You'll want a 2-3" for most crankshaft measurements. A 4-5" will take care of most small block cylinders. You can spend big bucks but even the mics Summit lists for Powerhouse Products are advertised to measure down to .0001". You may need a pro to demonstrate the technique for reading the last digit. I had to ask someone back when I started. Whether you can afford Mitutoyo, Starrett, or Brown & Sharp for a budget, they will serve you well as long as you take care of them and regularly check them against the included "standard."
Strictly as a matter of personal preference, I avoid Proform� tools because that company seems to be built around the philosophy of finding something that someone else makes and reproducing it for a less money in another country and then undercutting American industry. That pisses me off but then, I'm a grouchy old man and quite a few things **** me off these days. I can't tell you that their product is inferior because I have no concrete evidence. Again, however, you get what you pay for.
In calculating bearing clearances, the process begins with accurately measuring the crank journals with the micrometer. You will quickly find that you can skew the readings substantially by varying the amount of effort you use to turn the thimble of the mic. This is where an old pro can help you. I took my set of micrometers into the machine shop after school and spent an hour or so with the teacher. I would ask him to measure something and then I'd measure it and compare our readings. We repeated that exercise a dozen or more times. By the time it was over, I developed a "feel" for duplicating his technique. This is where the patience and practice enter the picture.
When you've gotten bored practicing with the micrometer, lock the mic spindle and secure it firmly in a micrometer stand (CDCO Machinery Corp.). Carefully place the tips of the dial bore gauge between the measuring faces of the micrometer and set the bore reading to "0". Do not expect this process to go quickly or necessarily smoothly. This, also, takes practice.
When the bore gauge is zeroed accurately, you're ready to slide it into the main or rod housing and take a reading. Of course, you inserted the bearings in the rods and mains and torqued them to the running spec before you started measuring the crank, right? If you've done everything correctly, the dial bore gauge reading will tell you the difference between the diameter of the crank and the diameter of the bearing. That's your bearing clearance.
I would caution you that this set of guidelines as very basic. I am not a professional engine builder nor a professional machinist. I became interested in this probably the same way that you did, someone told me that the work was good and then the motor blew up. It was clear that if I didn't learn to double check and then go to the trouble to double check, I have no valid basis from which to question the work of others.
Since embarking on this learning mission a number of years ago, I've developed my own set of standards for what goes out and what doesn't. I've pushed the envelope a few times and paid the price. Most serious gearheads who feel the need to exert a level of control over what's going on will eventually feel compelled to do what you're doing. For others, it's simply too much hassle.
Good luck,
c
All the tools are widely available. With regard to bore gauges, compare a recognized high-end professional shop unit such as Starrett or Sunnen <http://www.sunnen.com/ProductDetails.aspx?ProductID=23&NavID=666> with a less exotic but serviceable unit such as those found at <www.summitracing.com>. Pick one that matches your budget and your needs and start practicing. The unit I bought years ago is similar to Summit #POW-POW351075 except that mine has a Fowler analog dial indicator with .001" marks. The dial indicator is the heart of the system and if you find that it produces inconsistent readings, it's a simple matter to find a better indicator without replacing the rest of the tool.
With precision measuring tools, you pretty much get what you pay for. I have a couple of Starrett analog dial indicators as well as a Mitutoyo digital indicator and the Fowler analog. For measuring bearing clearances using them in a bore gauge, it's fairly difficult to find a significant difference among them. I've switched from one to the other and back again trying to find a difference but it's really usually a matter of patience and feel. The Mitutoyo digital reads out in .0001" but I have been blessed with numerical dyslexia since birth and the extra digit really messes up my brain. I have gotten along fine with marked accuracy to .001" and evaluating the space between marks as a fraction of .001". We all have to draw the line somewhere.
For micrometers, again I look for a decent name brand but I don't spend thousands of dollars. Google Starrett or Mitutoyo and you'll find a wide range of mics. You'll want a 2-3" for most crankshaft measurements. A 4-5" will take care of most small block cylinders. You can spend big bucks but even the mics Summit lists for Powerhouse Products are advertised to measure down to .0001". You may need a pro to demonstrate the technique for reading the last digit. I had to ask someone back when I started. Whether you can afford Mitutoyo, Starrett, or Brown & Sharp for a budget, they will serve you well as long as you take care of them and regularly check them against the included "standard."
Strictly as a matter of personal preference, I avoid Proform� tools because that company seems to be built around the philosophy of finding something that someone else makes and reproducing it for a less money in another country and then undercutting American industry. That pisses me off but then, I'm a grouchy old man and quite a few things **** me off these days. I can't tell you that their product is inferior because I have no concrete evidence. Again, however, you get what you pay for.
In calculating bearing clearances, the process begins with accurately measuring the crank journals with the micrometer. You will quickly find that you can skew the readings substantially by varying the amount of effort you use to turn the thimble of the mic. This is where an old pro can help you. I took my set of micrometers into the machine shop after school and spent an hour or so with the teacher. I would ask him to measure something and then I'd measure it and compare our readings. We repeated that exercise a dozen or more times. By the time it was over, I developed a "feel" for duplicating his technique. This is where the patience and practice enter the picture.
When you've gotten bored practicing with the micrometer, lock the mic spindle and secure it firmly in a micrometer stand (CDCO Machinery Corp.). Carefully place the tips of the dial bore gauge between the measuring faces of the micrometer and set the bore reading to "0". Do not expect this process to go quickly or necessarily smoothly. This, also, takes practice.
When the bore gauge is zeroed accurately, you're ready to slide it into the main or rod housing and take a reading. Of course, you inserted the bearings in the rods and mains and torqued them to the running spec before you started measuring the crank, right? If you've done everything correctly, the dial bore gauge reading will tell you the difference between the diameter of the crank and the diameter of the bearing. That's your bearing clearance.
I would caution you that this set of guidelines as very basic. I am not a professional engine builder nor a professional machinist. I became interested in this probably the same way that you did, someone told me that the work was good and then the motor blew up. It was clear that if I didn't learn to double check and then go to the trouble to double check, I have no valid basis from which to question the work of others.
Since embarking on this learning mission a number of years ago, I've developed my own set of standards for what goes out and what doesn't. I've pushed the envelope a few times and paid the price. Most serious gearheads who feel the need to exert a level of control over what's going on will eventually feel compelled to do what you're doing. For others, it's simply too much hassle.
Good luck,
c

Registered User
Joined: Aug 2010
Posts: 7
Re: Looking for tools to check bearing clearances.
Registered User
Joined: Mar 1999
Posts: 2,068
From: Kernersville, NC
Re: Looking for tools to check bearing clearances.
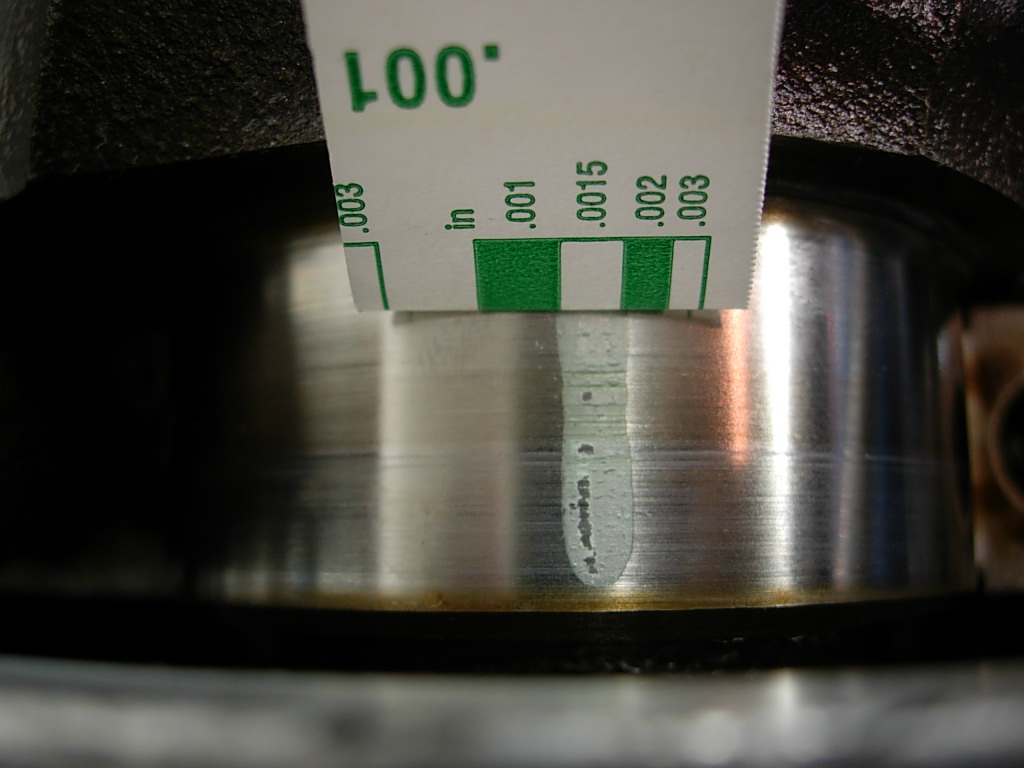
My stock #5 main....

This was the main reason for changing all my bearings....
Number 1 main cap....

The number one journal....no issues with it....tolerances still tight despite the damage to the bearing.....narrow spot a result of the grooves in the bearing.
Now, I did buy a 2-3 inch used mic(Starrett) off Ebay to mic the crank. Verified the mic's accuracy against the ones at my Dad's machine shop. It checked out okay....no issues....crank did too.
Last edited by ACE1252; May 23, 2012 at 10:57 PM.

Thread
Thread Starter
Forum
Replies
Last Post
teal98
Automotive News / Industry / Future Vehicle Discussion
15
Sep 16, 2002 01:23 PM
danielbmx
Car Audio and Electronics
0
Aug 27, 2002 11:11 PM
johnsocal
Automotive News / Industry / Future Vehicle Discussion
21
Aug 17, 2002 01:06 AM
SilverWS6
Automotive News / Industry / Future Vehicle Discussion
13
Aug 14, 2002 09:29 PM
newby
Automotive News / Industry / Future Vehicle Discussion
10
Jul 27, 2002 11:39 AM